Fräsmaskin

En universalfräs, riggad som horisontalfräs.

Samma universalfräs, riggad som vertikalfräs.
En fräs är en maskin för skärande bearbetning i metall eller andra fasta material och som använder ett roterande skärande verktyg. Verktyget kan lutas i olika vinklar medan arbetsstycket och/eller verktyget förflyttas i längdled, djupled, höjdled eller i kombinationer därav. För att kunna förflytta arbetsstycket på ett stabilt och säkert sätt, fastsätts arbetsstycket på ett bord med profilspår där skruvförband kan fästa arbetsstycket.[1] Fastsättningen kan ske med direkt fastspänning, med spännvinklar eller med olika typer av skruvstycken.[2][3][4]
Till skillnad från borrning, där borrverktyget förflyttas i axiell led, har traditionellt fräsens verktyg varit stationära och arbetstycket har förflyttas under bearbetningen.[5] Med moderna CNC-styrda bearbetningsmaskiner kan ofta en kombination av verktygets och arbetsstyckets rörelser utföras.
De skärande verktygen är vanligen gjorda av snabbstål eller hårdmetall och kan rotera med hög hastighet (upp till flera tusen varv i minuten). De skärande verktygen har olika former och olika antal skärande eggar. Verktygens och arbetstyckets förflyttningar skapar en materialavverkande zon.
Förflyttning kan, beroende på maskintyp, ske manuellt eller genom automatisk mekanisk eller digital styrning. Digital styrning sker via CNC som hanterar bearbetningen genom automatiska verktygsbyten kombinerat med snabba och precisa förflyttningar av den skärande zonen efter ett i förväg bestämt mönster.
För att kunna hålla hög skärhastighet och minska verktygsslitaget kan olika typer av kylande smörjmedel tillsättas som dessutom kan användas för att avleda avverkat material.
Arbetsuppgifterna kan vara plan- eller profilfräsning, håltagning, borrning, försänkning, spårning eller gängning.[6]
Innehåll
1 Historia
1.1 1810–1830
1.2 1840–1860
1.3 1860–talet
1.4 1870–1930
1.5 1940–1970
1.6 1980–nutid
2 Maskintyper
2.1 Vertikal eller horisontal
2.2 Andra fräsvarianter och terminologi
3 CNC
4 Materialverktyg
4.1 Materialväxling
4.2 Fasthållning
4.3 Positionering
4.4 Skruvstycken
4.5 Rundmatningsbord
4.6 Delningsdocka
5 Fräsverktyg
5.1 Indelning
5.2 Verktygshållare
5.3 Arborrningsverktyg
5.4 Fräsverktyg utan vändskär
5.5 Fräsverktyg med vändskär
6 Frästeknik
6.1 Maskinriggning
6.2 Skärhastighet
6.3 Matning
6.4 Skärdjup
6.5 Med- och motfräsning
6.6 Skärkrafter
6.7 Skärvätskor
6.8 Torr eller våt fräsning
6.9 Fräsning med hög hastighet
6.10 Vanliga problem
7 Fräsmetoder
8 Referenser
8.1 Noter
8.2 Webbkällor
8.3 Tryckta källor
9 Externa länkar
Historia |
1810–1830 |
Fräsmaskiner kan ses som en vidareutveckling av en roterande (rotativ) fil, som placerad i en svarv kan liknas vid ett skärande fräsverktyg. Både rotativ filning och senare riktig fräsning blev utvecklat för att spara tid, jämfört med exempelvis handfilning eller hyvling. Det verkliga och fullständiga ursprunget till fräsmaskinen är dock okänt på grund av att mycket av den tidiga maskinutvecklingen skedde individuellt i olika verkstäder och att ingen då dokumenterade enskilda landvinningar.
Emellertid finns det några kända milstolpar och rotativ filning uppfanns långt före reell fräsning. En roterande fil är väl känd från cirka 1760, genom Jacques de Vaucanson. Det råder stor enighet om att den distinkta klassen fräsmaskiner, först uppenbarade sig mellan 1814 och 1818. Joseph W. Roe, en respekterad kännare av maskinhistoria, var övertygad om att Eli Whitney producerade den första verkliga fräsmaskinen. Whitneys fräs är den äldsta bevarade maskin som är konstruerad för vad vi idag kallar fräsning.[7] Whitney bedrev vapentillverkning och utvecklade en rad specialmaskiner.[7] Senare skolor, som till exempel Robert S. Woodbury, förespråkar att lika mycket erkänsla ska ges åt andra uppfinnare som Robert Johnson,[8] Simeon North, Captain John H. Hall, och Thomas Blanchard. Flera av dessa nämnda är ibland nämnda i olika källor som varande fräsmaskinens eller några av dess fundamentala delars upphovsmän. Sådana konstateranden känns dock förenklade, då de bärande idéerna sannolikt utvecklades över lång tid bland många människor.
De två federala vapenverkstäderna i USA, vid denna tid, Springfield och Harpers Ferry och ett varierat antal privata vapenverkstäder, som många skickliga teknikarbetare tog anställning hos, bidrog sannolikt också på olika sätt. Innovatören James Nasmyth byggde en, för sin tid, avancerad fräsmaskin mellan 1829 och 1831.[8] Den hade verktyg för att fräsa de sex sidorna på en mutter som var monterad i en motsvarande indexerad fixtur.
En fräsmaskin blev byggd och använd i en verkstad ägd av företaget Gay, Silver & Co i North Chelmsford, Massachusetts, runt 1830 då flera influenser kom, som förbättrade metoderna för vertikal positionering på ett bättre sätt än vad de tidigare maskinerna kunde åstadkomma.[8] Ett exempel är Whitneys maskin (den som Roe betraktade som den allra första) som dock inte bestämt hade någon vertikal matning av knäet. Uppenbarligen var det arbetsflödet som avgjorde vilka finesser och delar som behövdes för stunden och då vissa delar kanske inte fordrade en skruvbar positionering, blev det väl enklare att istället shimsa upp arbetstycket till rätt nivå. Detta indikerar att de tidigaste tankegångarna runt fräsmaskiner skedde i produktionslokaler och inte i maskinverkstäder.
Thomas Blanchard utvecklade strax före 1820 en maskin för kopiering. Den kunde användas för tillverkning av skoläster och gevärskolvar (12 st. per timme). Maskinen arbetade genom att fräsens rörelser styrdes mekaniskt av en löprulle som följde mallens form. Maskinen vidareutvecklades sedan av Robbin & Lawrence, vars maskiner tillverkades ännu år 1900.[7]
1840–1860 |

En tidig universalfräs av märket Brown & Sharpe, från 1861.
Några av nyckelpersonerna i fräsmaskinens utveckling var, under denna era, Frederick W. Howe, Francis A. Pratt, Elisha K. Root, med flera. Samma personer var också (under samma era) involverade i utvecklingen av supportsvarven.
Howes erfarenhet från Gay & Silver gjorde honom på 1840-talet bekant med de tidiga versionerna av båda maskinernas verktyg och hans verktygsdesign blev senare tillverkad på Robbins & Lawrence, Providence Tool Company och Brown & Sharpe.[8] 1850 konstruerade Howe en universalfräs för Robbins & Lawrence.[7]
Den mest framgångsrika fräsen vid dessa årtionden var Lincoln Miller, vilken bildade en familjeserie som tillverkades av flera olika företag under flera decennier framåt. Den fick sitt namn från det första företaget som serietillverkade den, George S. Lincoln & Company. Lincolnmaskiner hade fram till 1920 tillverkats i omkring 200 000 exemplar. Köpings Mekaniska Verkstad hade en version av maskinen klar 1868 och 1869 kunde verkstaden leverera den första i Sverige tillverkade universalfräsmaskinen till Husqvarna Gevärsfaktori.[7]
I detta skede fanns det fortfarande en vit fläck i maskinkonstruktionen, då flera konstruktörer inte utvecklade någon tillförlitlig lösning för att flytta arbetstycket i alla tre axlarna, då den vertikala positioneringen inte fanns eller var underutvecklad.
1860–talet |
Frederick W. Howe, som arbetade på Providence Tool Company, efterfrågade 1861 en maskinell lösning som kunde tillverka de spiralspår, som exempelvis fanns på spiralborr. Dessa spår hade hittills filats för hand och frågeställningen gick vidare till Joseph R. Brown på Brown & Sharpe.[8]
Brown utformade en universal fräsmaskin som, från det att den började säljas i mars 1862, blev en stor framgång. Den löste problemen med de tre axelförflyttningarna elegantare än tidigare försök, och den tillät också en indexering med en delningsdocka som dessutom kunde drivas av bordsmatningen.[8] Termen "universal" tillkom på grund av att maskinen var redo för olika typer av arbete och inte var begränsad på samma sätt som tidigare maskinversioner. Howe konstruerade en universalfräs 1850, men Browns från 1860 betraktas som den ursprungliga framgångmaskinen. Den användes bland annat för att tillverka spiralborrar.[7]
Brown utvecklade också fräsverktyg som trots upprepade skärpningar behöll den geometriska formen på fräständerna och han patenterade detta 1864.
Dessa viktiga steg som togs på 1860-talet visade vägen för den moderna fräsindustrin.
1870–1930 |
De två företag som dominerade bland frästillverkare under denna period var Brown & Sharpe och Cincinnati Milling Machine Company. Det fanns dock hundratals andra som konstruerade och byggde fräsmaskiner under denna tid, och många var signifikanta på det ena eller andra sättet. Den arketypiska arbetshästen på sent 1880-tal och tidigt 1900-tal var en tung knä- och kolumnfräs med horisontell spindel samt med matningsväxellåda, delningsdocka och med ett stadigt övre stödlager till frässpindeln.[8]
A. L. De Leeuw från Cincinnati Milling Machine Company applicerade vetenskapliga studier runt skärgeometri till verktygstillverkningen, som fick till följd att skärverktygens tänder blev större och placerades glesare.
Drivsystemen för verktygsmaskinerna var vanligtvis central remdrift (taktransmission) från en central ångmaskin. I slutet av 1800-talet började man tala om elektrisk drift i stället för mekanisk. Till en början användes likströmsmotorer, men det var först i början av 1890-talet som man med hjälp av induktionsmotorer och trefas växelström kunde skapa drivsystem med någorlunda driftsäkerhet. Till en början ersattes ångmaskinerna helt enkelt med en elektrisk motor och verktygsmaskinerna fortsatte att drivas med central remdrift. Utvecklingen gick sedan över gruppdrift (där en grupp maskiner drevs av samma motor) till enkeldrift, där varje maskin försågs med en egen motor. Varvtalsreglering sköttes med kuggväxlar, trappskivor eller olika steglösa överföringssystem. Vid behov av stor varvtalsvariation användes likströmsmotorer, vars varvtal reglerades med resistorer.[7]
Runt första världskriget utvecklades maskinerna på ett flertal sätt som lade grunden för den kommande CNC-teknologin. Jiggborrmaskinen medverkade till koordinatsystemens intåg, med en lokalisering av objektet från en enda referenspunkt, samt ett ständigt arbete i tio tusendelar av en tum (0,254 mm), vilket gav en rutin att tänka precision; samt önskemålet att gå direkt från ritning till objekt, för att undvika jiggtillverkning.
Under 1920 introducerades den nya tekniken genom att J.C. Shaw applicerade denna på en Keller sänkfräsmaskin via en tredimensionell mallkopia. Detta gjorde operationen snabbare och lättare just när formtillverkning blev mer efterfrågat än någonsin tidigare och vilket var mycket tacksamt vid större bearbetningar som till exempel vid biltillverkningen som nu hade fått fart. Dessa maskiner översatte och använde det avlästa mallvärdet till att styra maskinens matningsskruvar via servomekanik eller hydraulik. Det sporrade också utvecklingen av spelfria matarskruvar. Alla dessa landvinningar var helt nya på 1920-talet men kom senare att bli rutin i NC/CNC eran. På 1930-talet tillverkades stora och avancerade fräsmaskiner, som Cincinnati Hydro-Tel, som matchar dagens CNC-fräsar i flera aspekter, förutom själva CNC-kontrollen förstås.
Ragnar Woxén härledde (1931) med hjälp av termodynamiska beräkningar en teori för spånekvivalenten. Denna teoretiska storhet sammanfattar flera av de variabler som påverkar en skärande bearbetning. Inom forskningen används inversen (1/q) som kallas ekvivalent spåntjocklek och är till hjälp vid framräkning av skärdata.
1940–1970 |

En femaxlad CNC-fräs med ett roterbart bord samt med operatörspanelen i förgrunden.
På 1940-talet tillkom automation via kamstyrning, som redan var utvecklat sedan länge i andra applikationer. Vid slutet av andra världskriget var många idéer i omlopp rörande servomekanism. Dessa tankar, som snart skulle komma att kombineras med datorteknologin, förbättrade maskinverktygens kontroll påtagligt.
Den numeriska styrningstekniken (NC-maskiner, numerical control) började studeras i Amerika 1948 och den första maskinen, en vertikalfräs, kunde presenteras 1952.[7]
På 1960- och 1970-talet utvecklades NC till CNC, datalagring och användargränssnitten utvecklades, processorkraften ihop med minneskapaciteten blev stadigt förbättrad och verktygstillverkarna förvandlades sakta till fler medelstora företag, från att tidigare varit få men desto större.
1980–nutid |
Datorer och CNC-styrda maskiner fortsätter stadigt att utvecklas. Persondator-utvecklingen har stort inflytande på denna utveckling. I slutet av 1980-talet integreras digital programstyrning via CNC, i samarbete med CAD/CAM.
Maskintyper |
Det finns många sätt att klassificera fräsmaskiner, beroende på vilket kriterium som ska vara i fokus:
| Kriterier | Exempel klassifikationsschema | Kommentarer |
|---|---|---|
| Kontroll | Manuell Mekaniskt automatiserad via cam Digitalt automatiserad via NC / CNC | I CNC-sammanhang, är en grundläggande distinktion: manuell kontra CNC. När det gäller manuella maskiner, kan de delas upp på icke DRO-kompatibla fräsar och DRO-utrustade |
| Kontroll (Speciellt vid CNC-maskiner) | Antal axlar (3-axlar, 4-axlar, eller flera) Inom detta schema, också:
| |
| Spindelaxel orientering | Vertikal eller horisontell Torn eller universal | När det gäller vertikala fräsar är "Bridgeport-typen" en egen klass inspirerad av den klassiska Bridgeport original.[9] |
| Inriktning/ändamål | Universal, specialändamål eller fast spindel | |
| Inriktning/ändamål | Verkstadsmaskin eller produktionsmaskin | Överlappar med ovan |
| Inriktning/ändamål | "Fast" eller "universal" | En distinktion som avser utveckling mellan epoker, som överlappar med andra inriktningar ovan och kan ses som en historisk skillnad snarare än en modern sådan. |
| Storlek | Mikro, mini, bänkmaskin, fullhöjdsmaskin, stor, mycket stor, enorm | |
| Kraftkälla | Central remdrift eller individuell motordrift | De flesta remdrivna maskiner (vanligast mellan cirka 1880-1930) har skrotats numera |
| Handdrivna respektive elektriska | Handdrivna hobbyfräsar passande för mikroarbeten |
Vertikal eller horisontal |

En vertikalfräs och dess delar:
1. fräsverktyg
2. frässpindel
3. toppslid
4. stativ
5. bord
6. tvärslid
7. knä
8. stativfot.
På en vertikalfräs är fräsverktygets spindel vertikalt placerad. Fräsverktygen är fastsatta i spindeln där de roterar med inställd hastighet. Spindeln kan antingen förlängas eller också kan bordet höjas vilket ger samma effekt, vid borrning eller fräsning. Vid fräsning är det dock viktigare att verktyget inte sticker ut mer än nödvändigt ur hållaren, då det innebär en vekare infästning som kan ge upphov till oönskade vibrationer som kan skada verktyg eller objekt.
Det finns två underkategorier av vertikala fräsar: Bäddfräsar och tornfräsar. Tornfräsar som till exempel den klassiska Bridgeporten, är rent generellt mindre än bäddfräsarna och betraktas som mångsidigare. På en tornfräs förblir frässpindeln stationär under fräsoperationen och bordet förflyttas både vinkelrätt och parallellt med spindelaxeln för att förflytta skärzonen. På en bäddfräs däremot, förflyttas bordet bara vinkelrätt gentemot spindelaxeln, medan spindeln flyttas parallellt med sin egen axel. Noteras kan också den lättare fräsborrmaskinen, som är ganska populär vid hobbyarbeten, på grund av dess mindre storlek och lägre pris. Dessa är generellt av lägre kvalitet än andra typer av maskiner, även om undantag finns.[10]

En horisontalfräs och dess delar:
1. stativfot
2. stativ
3. knä
4. fast bord
5. rörligt bord
6. stödbom
7. frässpindel.
En horisontell fräs har samma typ av koordinatbord (x–y), men fräsverktyget är monterat på en horisontell bom över bordet med ett stödlager i änden. En majoritet av de horisontella fräsarna har också en möjlighet att kunna rotera bordet +15/-15 grader vilket tillåter vinkelfräsning.
Då ändfräsar och andra typer av verktyg som används i en vertikalfräs också kan användas i en horisontell fräs, ligger den verkliga fördelen i att kunna använda en eller flera profil- eller skivfräsar, vilka kan liknas vid en cirkelsåg, men som normalt är bredare och med mindre diameter. Eftersom fräsverktygen har en god stabilitet, genom spindelbommens stödlager, kan ganska stora skärdjup tas, vilket tillåter en snabb avverkning. Enkla fräsar kan bland annat användas för att skapa plana ytor och flera fräsar kan monteras i serie som kan skapa parallella spår, slitsar eller kanaler. Ett annat användningsområde är tand eller kuggfräsning och liknande fräsningar med specialfräsar. Det finns både simplexfräsar med en fräsbom och duplexfräsar som har två fräsbommar.[10]
Andra fräsvarianter och terminologi |

Tandläkarborren är till funktionen en fräs.
- Tandläkarens verktyg kallas på svenska för "tandläkarborr", men är till funktionen en fräs.[11]
Box- eller pelarfräsar är enkla bordsmonterade hobbyfräsar, som har ett fräshuvud som löper i en vertikal slid.
Torn- eller vertikalstativfräs syftar vanligen på Bridgeport-fräsar. Frässpindeln kan ställas i olika vinklar vilket ger en stor mångsidighet, om än en försämrad stabilitet.[12]
Knäfräs eller knä- och pelarfräs refererar till alla typer av fräsar vars x-y bord löper längs ett vertikalt inställbart "knä". Detta inkluderar Bridgeport.
C-stativ fräsar är större, industriella produktionsfräsar. De inbegriper ett knä och ett fast spindelhuvud som bara är flyttbart vertikalt. De är typiskt kraftfullare än en tornfräs, med en separat hydraulisk motor för integrerad hydraulisk matning i alla riktningar och med en tjugo- till fyrtiohästars motor. Dödgångs-eliminering (som kompenserar matarskruvarnas spel) är nästan alltid standardutrustning och verktygens storleksklass är NMTB 40 till 50. En C-stativfräs är ofta mellan 18 och 68 tum eller större, för att tillåta flera arbetstycken simultant.
Långfräsmaskin är större fräsar som har samma konfiguration som en planhyvel, fast med ett fräshuvud monterat på sliden istället för ett hyvelstål, då den lösningen är tidsenligare än hyvling.
Bäddfräs refererar till alla fräsar där spindelhuvudet hänger på en slid som löper upp och ned för att sätta fräsen i arbete. Dessa är generellt stabilare än en knäfräs.[13]
Hejarfräs är en fräs som har ett svivelmonterat skärhuvud monterat på ett slidstativ. Spindeln kan orienteras antingen vertikalt eller horisontellt eller steglöst däremellan. Van Norman var under större delen av 1900-talet specialiserad på hejarfräsar, men på grund av CNC-styrda maskiner är de numer utfasade som produktionsmaskiner.
Jiggborrmaskiner är vertikala fräsar, som är byggda för att borra hål och utföra lättare spår- eller planfräsning. De är en typ av bäddfräsar, med en lång spindel. Dess löpslider är generellt väldigt noggrant graderade ned till någon hundradels mm för exaktare hålplacering.
Horisontalborrmaskiner eller arborrverk, är större, noggranna fräsmaskiner som erbjuder flera varierande maskinverktyg. De används framför allt för att göra större produktionsjiggar eller för att modifiera större precisionsdetaljer. De har ofta en spindelslaglängd på uppemot ett par meter, och många är extrautrustade med en stöd- eller dubbdocka för att kunna utföra extra djupa borrningar utan att förlora noggrannhet. En typisk bädd flyttas i X och Y-led, och är dryga metern i fyrkant med ett rotativt bord eller ett större rektangulärt bord. Hängsliden har ofta mellan 1 och 2,5 meter rörelsemån, ofta med integrerade fräsverktyg på dryga halvmetern. Rätvinkliga rotativa bord och vertikala fräsmöjligheter finns tillgängliga för att ytterligare höja kapaciteten.
Golvfräsar har en rad rotativa bord, med ett hängande spindelhuvud monterat på en serie av slider som löper parallellt med bordsraden. Dessa frästyper har mestadels blivit konverterade till CNC, även om det fortfarande kan förekomma enstaka manuellt kontrollerade maskiner. Spindelvagnen flyttas till varje individuellt bord, där det utför operationen och löper sedan vidare till nästa bord, allt medan det tidigare färdiga bordet riggas om för nästa operation. Olika alla andra typer av fräsar har golvfräsar enskilda bord som är helt flyttbara i förhållande till fräsenheten. En kran lyfter ned de massiva rotativa koordinatborden på plats inför positionering, vilket tillåter de största och mest komplexa fräsoperationer.
Trä-fräsmaskiner finns i olika utföranden exempelvis för möbeltillverkning. Dessa kan vid behov utformas för att minska antalet omspänningar genom att dess arbetsbord kan vara roterbart och också genom att medge en större frigång för relativt stora arbetsstycken. Vanliga arbeten kan bestå av försänkning, sinkning eller mönsterfräsning av exempelvis spegel-, fönster- eller tavelramar.[14]
Rikt- och planhyvlar för träbearbetning är till sin konstruktion en slags fräsmaskiner, men kallas i det sammanhanget för hyvelmaskiner.
Kuggfräsmaskinen är en typ av specialmaskin som är avsedd för serietillverkning av kugghjul.[15]
Handfräsar har olika benämningar, en vanlig sådan är "handöverfräs", där den handhållna vertikala fräsen drivs ovanifrån.
Multifräs är en vertikalfräs för trä med utökade funktioner. Ställbarhet i tiltning av spindel och byte av olika spindlar överstiger vida en vanlig vertikalfräsmaskin.
CNC |

Bearbetningscentrum med lutande, roterande bord

CAD-modell och CNC-fräst detalj, ytbehandlad med sandblästring.
CNC-styrning innebär i detta sammanhang datorkontrollerade fräsar, med till exempel kapacitet att även förflytta frässpindeln vertikalt längs Z-axeln. När bearbetning sker med koniska verktyg eller rundeggade fräsar, blir kombinationen ett kostnadseffektivt alternativ till många traditionella gravyrarbeten.
Olika typer av CNC-kontroll kan även appliceras på traditionella vertikala eller horisontella fräsmaskiner. Mer avancerade CNC-fräsar lägger till två rörelseaxlar till de tre normala axlarna (XYZ). Horisontella fräsar kan också ha en C eller Q-axel, vilka tillåter det horisontellt monterade arbetsstycket att rotera, vilket tillåter asymmetriska excenterrotationer eller en femte B-axel som kan tilta själva verktyget.
När alla dessa axlar används, i kombination med varandra, kan mycket komplicerade geometriska former bearbetas med relativ enkelhet, som till exempel ett mänskligt huvud. Även om dessa flexibla maskiner går att programmera/använda manuellt är det i praktiken oftast kostnadseffektivare och praktiskare att styra en femaxlad fräsmaskin med CAM-programvara, i varje fall när det gäller komplicerade geometriska former.[16]
Det finns två olika grader av styrning när det gäller CNC-maskiner. Den enklare styrningen, som på engelska kallas för open loop system, delar ut ett körschema utan att kunna ta emot en återkopplande information, vad som i praktiken hände. Datorstyrning med denna återkopplande information kallas på engelska för close loop system vilken kan ge en korrigerande instruktion för att lösa avvikelsen.[17] Allt eftersom datorpriserna har sjunkit, med fria operativsystem som Linux och Open source CNC mjukvara, har ingångspriset på CNC-maskiner sjunkit markant. Det finns flera exempel på CNC-styrda bänkfräsmaskiner som är prismässigt attraktiva även för hobbybrukare.
Materialverktyg |
Materialväxling |
De olika metoderna att fasthålla fräsobjekten är utformade för att kunna säkra materialet på ett stabilt sätt, med ett minimalt antal omspänningar och som också ska vara flexibelt vid materialväxling. Historiskt har dessa materialbyten skett manuellt, men i takt med att industrirobotar har blivit allt lönsammare och flexiblare, används dessa programmerbara lösningar allt oftare. De kan utföra både tunga och monotona materialbyten på ett säkert sätt, tillsammans med en hög repetitiv positionsnoggrannhet. Industrirobotar har funnits i tillverkningsindustrin i flera decennier där de främst har använts vid monotona byten eller vändning av material i större serier, men även vid tyngre materialhantering eller mindre hälsosamma miljöer. I takt med generationsbyten av fräsmaskiner, med allt större kvalitetskrav på fasthållande don, får växlingen av material en allt större ekonomisk betydelse för att hålla programmerbara maskiner sysselsatta i ett jämnt och planerbart flöde. Det finns även lösningar med automatiska växlingar av förställda kompletta arbetsbord, för att på detta sätt kunna standardisera och effektivisera byten av material.
Fasthållning |

Spännjärn med stegmothåll.
Vid en direkt fastspänning av olika material på fräsbordet används passande T-spårskruvar med mutter. Det finns sedan olika typer av spännjärn som ihop med stödklotsar kan användas för att spänna fast själva arbetsstycket.[18][19] Samma typ av fästelement kan även användas för att fastsätta andra typer av hållande verktyg, som exempelvis spännbackar, spännvinklar eller skruvstycken. För att nå en högre spännkraft mot fräsbordet är det en fördel att spännskruvarna placeras något närmare arbetsstycket än stödklotsen och att stödklotsens höjd anpassas efter arbetstyckets.[18][20]
Maskinbordet i en manuell fräsmaskin, kan förflyttas i tre riktningar med hjälp av trapetsgängade axlar, oftast med fem mm stigning. Detta ger alltså fem mm förflyttning per varv. Skruven är här gjord av stål, medan muttern är av brons, för största möjliga livslängd. Muttern kan vara delad, för att möjliggöra justering av det axiella spelet mellan skruv och mutter. I ena änden av skruven sitter en ratt, graderad i millimeter och delar därav.
Positionering |

Digital positioneringsdisplay (DRO).
Vid fräsning är ofta en säker positionering avgörande för att uppnå en hög repeterbarhet vid fastspänningen. Förutom vid ren planfräsning behöver normalt fräsverktyget positioneras ihop med arbetsstycket, så att fräsmaskinens indexeringsskalor kan synkroniseras med arbetsstyckets utgångspunkter. I en del fall kan exempelvis ett fastgjort V-block användas som kombinerar en fasthållande och inriktande funktion. Är arbetsstycket fixerat i ett skruvstycke kan detta användas för denna positionering genom olika typer av planslipade underlägg eller genom att mäta från skruvstyckets kant vid inspänningen. Ett sätt att positionera enstaka detaljer är att manuellt låta fräsverktyget tangera en utgångspunkt på arbetsstycket, för att sedan räkna bort verktygets radie för att fastställa ett nolläge ihop med frässpindeln. Den metoden kan dock medföra en mindre åverkan av arbetsstycket som i många fall är försumbar om området ändå ska renfräsas efteråt. Andra metoder att positionera är att använda en indikatorklocka[21] eller särskilda centreringsverktyg, som genom en excentrisk utgångspunkt bringas till att bli koncentrisk, när verktygets rörliga del bringas emot sin nollställningspunkt.[22]
På flertalet små och medelstora fräsmaskiner har traditionellt förflyttningen av själva fräsbordet skett i tre riktningar genom vridning av trapetsgängade matarskruvar, där det normalt finns ett spel i matarskruvens gängade infästning.[23] Detta spel gör att det, vid skifte av rotationshåll, finns ett läge där skalan visar en förflyttning utan att någon egentlig bordrörelse inträffar. Detta spel kallas ofta "dödgång" och kan elimineras genom att vrida något för långt och sedan tillbaks i de fall som detta spel påverkar förflyttningen.[24] Om bordet hela tidens vrids åt samma håll under en och samma skalinställning uppkommer inte situationen utan skalans värde motsvarar då förflyttningen.[24][25] På maskiner med en modernare digital display (DRO) finns inte problemet med avläst dödgång utan det visade värdet överensstämmer med förflyttningen oavsett vilket håll som vrids. Själva spelet i matarskruven finns dock kvar och bör tas hänsyn till vid fräsningen så att inte fräskraften tar upp spelet och oönskat förflyttar bordet, vilket i så fall visas på displayen.
Skruvstycken |

Roterbart maskinskruvstycke med gradskiva.
För att praktiskt och säkert kunna fastgöra olika arbetsobjekt, inom en viss storlek, är kraftiga maskinskruvstycken i princip standard i dessa sammanhang. De finns i en mängd olika varianter och kan exempelvis vara försedda med specialbackar av olika slag, steglös vinkeljustering i en eller flera axlar, magneter med mera.[2][26]
Eftersom en hög spännkraft är nödvändig för att kunna motstå de stora påkänningarna som en hög skärhastighet kan ge ihop med stora skärdjup, finns det också olika varianter för att kunna åstadkomma detta. Även de enklaste skruvstycken har en relativt fingängad trapetsgänga som flyttar på den rörliga backen, vilken genom gängans utväxling förhöjer spännkraften väsentligt. Sedan finns det varianter med olika typer av ytterligare utväxlingar som både kan reducera den kraft som veven måste dras med och samtidigt höja den slutliga hållkraften. Det finns också skruvstycken med hydraulisk kraftförstärkning samt med pneumatiska låsningar, flera spännzoner, inställbara i dubbla vinklar, samt med snabblåsningar av olika slag.[27][28]
Rundmatningsbord |

Rundmatningsbord.
Ett vanligt tillbehör för olika typer av fräsmaskiner är rundmatningsbordet som tillåter en stabil rotativ förflyttning av arbetstycket.[29] På bordet kan sedan en chuck spännas fast eller andra hjälpmedel som vinkelhyllor av olika slag. Borden brukar både kunna erbjuda en snabbindexering med ett indexstift och en vev med skala, där varje varv motsvarar ett visst antal grader. Indexeringstiftet tillåter en snabb förankring om bordet ska låsas i en fast vinkel under operationen, men om en cirkulär matning ska ske under fräsningsoperationen så används handveven som via sin stora utväxling tillåter en lugn matning, även om motfräsning här är extra viktig.[30] Det mest vanliga är att montera bordet liggande på det ordinarie fräsbordet, men i princip går det ju även att montera upp på en vinkelhylla för att omvandla den rotativa rörelsen till en horisontell sådan. Innan användning av ett rundmatningsbord måste frässpindeln centreras med bordet, så att en fixpunkt kan skapas, som fortsatt bearbetning sedan kan utgå ifrån.[31]
Delningsdocka |
Delningsdockan eller delningsapparaten, uppfanns på 1860-talet som nämnts ovan och tillåter en indexerad rörelse för att kontrollera en vridning i ett bestämt gradtal. Bilden längst till vänster nedan visar även de vanliga koordinataxlarnas beteckningar. Några exempel på användningsområden kan vara fräsning av sexkanter, kugghjul, tandhjul eller andra fräsningar som kräver en vridning av arbetstycket i axeln u. Istället för dubben i delningsdockan kan andra typer av fasthållande verktyg kopplas till en universal delningsdocka och ett vanligt exempel är skruvchuckar som i sin tur antingen kan vara avsedda för en centrerad fasthållning av objektet (se bilden längst till höger nedan) eller en så kallad fyrbackschuck som tillåter en ocentrerad fasthållning gentemot chuckens eget centrum.
Vid användningen av delningsdockan bestäms först hur många delar av ett varv som dockan ska tillåta arbetstycket att vridas i för varje deloperation och då väljs först en delningsskiva som har det antal hål som motsvarar det antal grader eller delar som dockan ska indexera. Handlar det om en vanligare delning som 2, 3, 4, 6, 8 eller 12 finns det ibland en möjlighet att använda en liknande snabbindexering som rundmatningsbordet erbjuder, med en hakring med 24 uttag som täcker dess delbara sektorer. Denna direkta delning är, i förekommande fall, placerad efter den utväxlade delningsapparaturen direkt innanför chucken. Är det fråga om andra delsektioner av varvet, kan den indirekta metoden väljas genom att en delningsplatta med motsvarande håldelning används, som tillsammans med dess utväxling flyttar arbetstycket det önskade gradtalet. Om gradtalet motsvarar delar av ett varv på delningsplattan, används delningsarmarna som hjälp för att flytta x antal varv plus x antal hål, för att uppnå den önskade gradförflyttningen. En vanlig utväxling på delningsvevens snäckväxel är att veven får dras fyrtio varv för att chucken ska gå ett varv (40:1).[32] Vanligtvis medföljer tre stycken olika delningsskivor med en delningsdocka och de delningar som inte täcks av dessa kan uppnås genom att välja en differentialdelning, där delningsveven tillsammans med en kugghjulsväxel och frikopplad delningsskiva vrider till önskat gradtal.[33]

Delningsdocka
(Med dubb och dubbstöd).

Olika delningsplattor.

Delningsarmar.

Delningsdocka med chuck.



Fräsverktyg |
Indelning |
Det förekommer ett stort antal fräsverktyg med olika utformning, principiellt kan arbetet med dessa delas in i tre huvudgrupper: planfräsning, valsfräsning och pinnfräsning.[34] I Karlebo handbok görs indelningen i endast två grupper, valsfräsning och planfräsning. Till valsfräsning räknas all fräsning med verktyg som saknar ändskär. Till planfräsning hänförs ändplanfräsning, pinnfräsning, det vill säga alla fräsverktyg som har ändskär.[35]
Vid planfräsning sker skärarbetet vid verktygets periferi och till viss del även av eggarna på verktygets ändytor. Rotationsaxeln är vinkelrät mot arbetsstycket och till matningen. Valsfräsning används för bearbetning av öppna spår och profiler. Vid pinnfräsning bearbetas två eller tre ytor samtidigt.[34]

Planfräsverktyg med vändskär

Valsfräsverktyg

Ändfräsar/pinnfräsar i snabbstål med kobolt



Verktygshållare |

CAT-40 verktygshållare.
Det finns en viss nivå av standardisering när det gäller CNC-maskiner och en lägre standardnivå när det gäller manuella fräsmaskiner.[36]
CNC-maskiner använder nästan alltid SK (eller ISO), CAT, BT, Coromant Capto eller HSK-verktyg. SK-verktygen är vanligast i Europa medan CAT-verktygen (som ibland kallas V-Flange)F är vanligast i USA. CAT-verktyget är framtaget av Caterpillar Inc. i Peoria, Illinois för att standardisera verktygen på deras maskiner. Verktygen finns i en skalad serie med beteckningar som CAT-30, -40, -50 och så vidare. Numren refererar till "Association for Manufacturing Technology" (tidigare the National Machine Tool Builders Association, NMTB) och avser verktygets konstorlek.[37]
En utveckling av CAT-verktygen är BT-verktygen, vilka ser likadana ut och enkelt kan förväxlas med CAT. Precis som CAT-verktygen, finns BT-verktygen i olika skalning och använder samma NMTB "body taper". BT-verktyget är dock symmetriskt runt spindelbasen, vilket inte CAT är. Detta ger BT bättre stabilitet och balans vid högre hastigheter.
En annan skillnad mellan de två verktygshållarna är infästningsgängan. CAT-verktyget har tumgängor och BT-verktyget har metriska gängor. Notera att detta endast påverkar verktygshållarens infästning i fräsmaskinens spindel och inte vilka verktyg som sedan sätts i hållaren, då båda hållarna accepterar tum respektive metriska verktyg.
SK, Coromant Capto och HSK-verktyg är vanligare i Europa, där de introducerades, än i USA där de ibland kallas "Hollow Shank Tooling". Det uppges att HSK-verktyget har fördelar gentemot BT-verktyget vid högre hastigheter. Fastsättningsmekanismen för HSK är placerad i den ihåliga delen av verktyget och utvidgas när spindelhastigheten ökar, vilket förbättrar taget när det bättre behövs. Det finns inget dragfäste med denna typ av hållare.
Situationen är helt annorlunda när det gäller manuella fräsmaskiner, där standardiseringsnivån är klart lägre. Nyare och större maskiner använder dock oftast NMTB-verktygen. Dessa verktyg är snarlika CAT-verktygen, men kräver en dragstång genom fräsmaskinens huvudspindel. Det finns dessutom ett antal variationer inom NMTB-verktygen, vilket gör den inbördes kompatibiliteten osäker mellan olika maskinverktyg.[37]
Det finns ett par konsystem som är värda att nämna för manuella maskiner och det är främst R8:s konsystem samt Morses konsystem.[38] Från runt 1965 utrustades flertalet av de välkända vertikal-tornmaskinerna från Bridgeport Machines i Bridgeport, Connecticut med R8 och det gjordes även många som var utrustade med Morsekona #2.
Arborrningsverktyg |

Arborrningshuvud med Morsekona.
Genom att använda ett speciellt borrhuvud som steglöst kan excenterställas nås möjlighet att fräsborra invändiga hål och ansatser, med en stor variation i innerdiameter. I dessa huvuds olika hål kan skaftfräsar fastspännas, vars skärande del kan vara i snabbstål eller i hårdmetall. Längden på dessa enskäriga fräsar bör anpassas till dess ändamål. Med en ökad längd ges möjlighet att göra djupare invändiga fräsningar, som får vägas emot den minskade stabilitet som ett längre smalare verktyg innebär.[39] Ett viktigt val vid arborrning är att välja ett fräsverktyg med ett skaft som är kraftigt nog för arbetet, samtidigt som det inte är onödigt långt.
Det finns också olika skärvinklar för olika ändamål, men om borrningen ska avslutas med en plan ansats måste också ett verktyg med neutral skärvinkel användas för ändamålet.[40] Arborrverktyget är avsett för att förstora invändiga ytor och måste därför utgå från ett i förväg borrat hål. Eftersom borrning ibland kan böja något ur lodlinjen, kan arborrning användas för att räta upp ett tidigare borrat hål, genom att samtidigt gör det större.[41] Framför allt när det gäller djupa och smala hål kan arborrning kan ge svagt koniska hål på grund av sviktande skärverktyg och ett sätt att minimera effekten är att lämna utrymme för ett slutligt finskär.[42]
Fräsverktyg utan vändskär |
En generell förutsättning för fräsning är att de skärande verktygen är hårdare än det material som de ska bearbeta. Det finns fyra stycken olika typer av vanliga material till solida fräsverktyg.[43]
- Det traditionella materialet till många uppgifter i fräsningen är skärverktyg gjorda i snabbstål, som också går under beteckningen HSS (engelska: High Speed Steel). Snabbstål är det typiska materialet i olika profilfräsar och pinnfräsar. De är förhållandevis billiga, finns i ett stort antal standardstorlekar, men har en något begränsad avverkningsförmåga när det gäller hårdare stål. De är däremot utmärkta vid fräsning av aluminium, mjukare stål och andra mjukare material.
- Snabbstål används också som bas när stålblandningen förstärks med hårdare material som kobolt, vilket gör stålet motståndskraftigare emot eggförslitning, men materialet blir istället något sprödare.
- En tredje variant av snabbstålsverktyg är de som har en kärna av snabbstål med en beläggning av hårdare material på avverkningsdelen. Dessa beläggningar används för att öka hållbarheten samt för att kunna öka skärhastigheten. Ett populärt påläggningsmaterial är titannitrid.
- Verktyg som är gjorda i karbid är än hårdare och påverkas dessutom mindre av friktionsvärmen som uppkommer vid avverkningen. Dessa verktyg är generellt sett ett dyrare alternativ än snabbstål, men blir genom sin hårdhet och lägre förslitningsgrad ett lönsamt alternativ vid fräsning av hårda material eller vid stora serier.
Många av de solida fräsarna går att skärpa genom verktygsslipning, vilket ökar dess livslängd och drar ned kostnaden. En nackdel kan dock vara att fräsar som från början haft en viss diameter, avsedda för olika standardspår (till exempel kilspår) då får en reducerad diameter. I många fall har dock en viss minskning av diametern en mindre praktisk betydelse.

Specialfräsar för Woodruffkilspår.

Profilfräs.

Verktygsslipmaskin för snabbstål.



Fräsverktyg med vändskär |
Sedan ett par decennier har fräsverktyg med utbytbara vändskär tagit en stor del av marknaden. Dessa vändskär, med samlingsnamnet hårdmetall, består av en grupp sintrade material som ofta består av volframkarbid som hårdämne och kobolt som bindmetall. Förfarandet innebär att det räcker med att "vända på" eller byta ut de skärande eggarna som sitter fast med olika typer av kläm- eller skruvförband. Det hårda materialet i vändskären kombinerat med kraftiga fästen har kunnat höja skärhastigheten väsentligt. När det gäller maskiner som inte är inbyggda har det av praktiska skäl ofta varit olämpligt med skärvätska, då en otillräcklig tillförsel av skärvätska kunnat skapa en ogynnsam värmevariation i vändskären.
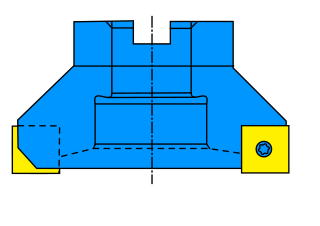
Principhuvud för vändskär i hårdmetall.

Vändskär i hårdmetall.
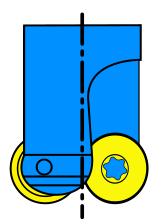
Principhuvud för cirkulära vändskär.

Cirkulärt vändskär.




Frästeknik |
Maskinriggning |
Olika typer av fräsmaskiner har en skiftande grad av flexibilitet som medger olika vinkelinställningar av fräsbordet och frässpindelns infästning. En universalmaskin kan ställas in för fler typer av uppgifter, medan en motsvarande maskin med färre vinkelinställningar i olika axlar, istället blir stabilare. En flexibel fräsmaskinstyp är tornfräsen, som kan luta sitt fräshuvud i flera olika vinklar samt kan ha en frässpindel som likt en pelarborrmaskin är rörlig i sin längsaxel.[44]
Det förberedande riggningsarbetet innan själva fräsningen är ett viktigt moment för att själva fräsningen ska få ett önskat resultat. En lyckad maskininställning skapar goda förutsättningar för att fräsarbetet ska kunna ske på ett repeterbart och säkert sätt. Om det finns flera olika vinkelinställningar, finns det också flera möjligheter att välja en metod som tillgodoser en repeterbar jämn kvalité som tar hänsyn till både säkerhet och ergonomi.
Skärhastighet |
Skärhastigheten definieras som den linjära hastigheten i utkanten av skäreggen eller annat verktyg som används inom fräsningen. Skärhastigheten, uttryckt i meter per minut (m/min), väljs innan bearbetningen påbörjas och lämpligt värde beror på flera faktorer, särskilt kvaliteten och typen av skärande verktyg, hårdheten och möjligheten till bearbetning av materialet samt vilken frammatning som ska användas. De viktigaste begränsningarna av maskinen är varvtalsområdet, motoreffekten och stabiliteten i fixeringen av arbetsstycket och verktyget.
Eftersom varje skär arbetar intermittent på materialet under endast en del av verktygets rotation, blir temperaturökningen på skären lägre än den som uppnås vid svarvning och högre skärhastighet kan därför användas. Men, fräsningsarbete som helhet kan inte anses vara intermittent, eftersom det alltid finns ett skär som ligger i arbetsfas.
Skärhastigheten är den viktigaste faktorn som avgör hur länge verktyget kan användas. En hög hastighet på den skärande bearbetningen ger kortare bearbetningstid men påskyndar slitage av verktyget.
Tillverkare av verktyg och manualer för maskinbearbetning kan ge vägledning om vilken hastighet som lämpar sig för livslängd av verktyget på, som exempel, 15 minuter. Ibland är det önskvärt att anpassa skärhastigheten för en annan tid av verktyget och man multiplicerar då skärhastigheten med en korrektionsfaktor. Förhållandet mellan denna korrigeringsfaktor och skärverktygets livslängd är inte en linjär funktion.
En alltför hög skärhastighet kan leda till överdrivet slitage av skärverktyget, plastisk deformation av skäret med förlust av maskinens måttolerans, och generellt ge en dålig bearbetning. Å andra sidan kan en alltför låg skärhastighet deformera verktygshållaren och försvåra byte av skäret samt ger en längre bearbetningstid, vilket leder till låg produktivitet och hög bearbetningskostnad.
För att uppnå en optimalt skärande process, som är både ändamålsenlig, kostnadseffektiv och säker, kräver olika skärsituationer och olika material också en anpassad relativ skärhastighet. Vid ett givet varvtal på det skärande verktyget, förändras skärhastigheten relativt den hastighet som arbetstycket förflyttas med. Ekvationen förändras inte efter fräsverktygets aktuella antal eggar, men däremot förändras hastigheten beroende på verktygets diameter, då skärhastigheten i praktiken är lika med periferihastigheten vid de skärande eggarna. Skärhastigheten mäts i meter per minut (m/min) och börvärdet varierar efter materialet som ska bearbetas och fräsverktygets material och arbetsmiljö.[45]
Formeln för skärhastigheten är π × d × v[46]
π (pi) ≈ 3,14
d = fräsverktygets diameter i meter
v = spindelvarv per minut
För olika material på objekt och verktyg finns det ofta rekommenderad skärdata att ladda ned.[47]
Matning |
För att en spånavverkande zon ska uppstå, krävs det att arbetsstycket och fräsverktyget förflyttas gentemot varandra. Vid traditionell fräsning (ej CNC) innebär detta oftast att arbetsstycket förflyttas, medan fräsverktyget står stilla. Denna matningsrörelse sker oftast via trapetsgängade matarskruvar med skalindexerade handtag i änden. Rörelsen som sådan kan ske rent manuellt eller vara driven av en matningsväxellåda som är integrerad i maskinen.
Matningsväxellådans omfång varierar mellan olika maskiner, men ett vanligt område på matningserie på arbetshastigheten ligger i området 15-900 millimeter/minut på tvär och längdmatning, med cirka halva denna hastighet på vertikal matning. Den aktuella matningshastigheten brukar framgå på någon form av roterande sifferskiva. Moderna maskiner har vanligtvis också en snabbare transporthastighet, som då kan ligga på cirka 3 000 mm/minut, med cirka halva den hastigheten på vertikal snabbmatning. När denna snabbmatning sedan urkopplas återgår matningen till förinställt värde. Den maskinella driften brukar också ha någon form av urkoppling, som kan förinställas till en viss förflyttning.[48]
Matningshastigheten behöver anpassas till både materialet i verktyg och arbetsstycke liksom verktygets utformning, som exempelvis dess antal skärande tänder. Andra parametrar som styr val av matningshastighet kan vara kylmedlets sammansättning och flöde, liksom de aktuella kraven på ytjämnhet i fräsoperationen. För att bestämma denna matningshastighet på fräsmaskinens inställningsskala kan följande formel användas:
- M = S × Z × n
- Matningshastighet (mm/min) = matningen per tand (mm/tand) × antal fräständer × varv per minut (n/min). Det erhållna värdet kan sedan stämmas av gentemot tabeller eller nomogram).[49]
- S: Matningen per tand avgörs av skärtandens utformning och materialens egenskaper.
- Z: Antalet fräständer i fräsverktyget delar upp matningens värde mellan sig, men har en gemensam skärhastighet.
- n: Antal spindelvarv per minut avgörs av den önskade skärhastigheten, som i praktiken är lika med periferihastigheten på fräsverktygets skärande tänder.
Skärdatan bör också avpassas till om operationen ska följas av flera likadana, då dessa brukar kallas för grovfräsning eller skrotning, eller om det gäller avverkning till slutligt mått och ytnoggrannhet, som då kallas för finfräsning. Som tumregel arbetar man med en stor matning tillsammans med en låg skärhastighet vid grovfräsning och en låg matning tillsammans med en högre skärhastighet vid finfräsning. Ihop med skärhastigheten påverkar matningen väsentligt det slutliga resultatet, säkerheten vid arbetet samt verktygens livslängd.[49]
Skärdjup |
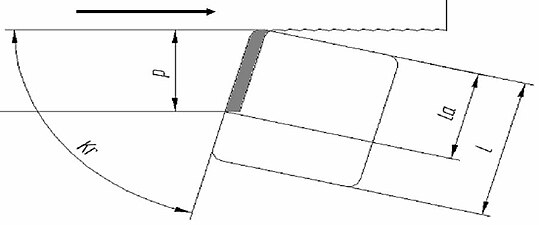
Skärdjupet är måttet på den avverkade ytan och alltså den mängd material som skärverktyget har att bearbeta under en operationscykel (se även höjdskillnaden på bilderna i nästa avsnitt). Skärdjupet kan variera beroende på frästyper, maskinstorlek, material i verktyg och objekt, objekts form, objektets stabilitet och uppspänning samt givetvis den önskade bearbetningen (arbetsmånen).[50]
Med- och motfräsning |
Det finns två grundläggande sätt för fräsverktygets eggar att bryta spån på och den egentliga skillnaden är om eggen ska skära eller hugga inledningsvis. Den etablerade benämningen för dessa olika metoder är med- och motfräsning. Principen kan liknas med ett täljande arbete, som normalt startas med att täljkniven förs utefter objektet och startar med ett tunt spån som sedan blir allt större (motskärning).[51] Motfräsningen innebär då ett förhållandevis lugnt ingrepp av de skärande fräständerna. Metoden ställer mindre krav på stabilitet på bordets matarskruv och spindelns lagring, men kan medföra en större nötning av skären, samt större risk för löseggsbildning, vilket är en periodisk spånuppbyggnad som kan fastna på fräständernas eggar.[51][52][53]
Medfräsning innebär att fräsverktyget roterar med arbetstyckets matningsriktning och att fräständerna avverkar spånens tjockare del först. Förfarandet ställer därför högre krav på en stabil, spelfri matning, men kan ge en något jämnare och mattare yta. Metoden nöter mindre på skären och risken för löseggsbildning är mindre.[53][54]

Motfräsning, skäreggen och materialet har motsatt riktning.

Medfräsning, skäreggen och materialet har samma riktning.


Skärkrafter |
Några viktiga parametrar är skärhastigheten (m/min), matningshastigheten (mm/min), matningen (mm/varv, mm/tand).[34]
En viktig parameter vid skärande bearbetning är spånbildning och spånbrytning. Vid fräsning är ingreppslängden begränsad och varje enskilt skär arbetar intermittent. Det bildade spånet är kommaformat. Spånbildningen bestäms förutom av skärhastighet och matning även av den så kallade spånvinkeln och släppningsvinkeln. Vid normala förhållanden är spånbrytning inget större problem. För att undvika spånstockning vid spårfräsning kan tryckluft eller skärvätska riktas mot skärstället.[34] I tillverkarnas tabeller kan parametrarna väljas så att en lämplig medelspåntjocklek blir tillräcklig. Om den blir för liten slits verktyget fortare och effektförbrukningen ökar.[55]
Skärkrafter vid motfräsning.
Skärkrafter vid medfräsning.
Skärvinklar sidofräsning.

Skärvinklar ändfräsning.



Skärvätskor |
Vid all fräsning uppkommer friktionsvärme som försämrar de skärande verktygens livslängd och som även orsakar en oönskad värmeutvidgning på verktyg och arbetsstycke. När det gäller fräsning med snabbstål så är användning av skärvätska vital, då den medför en väsentligt högre skärhastighet då den både kyler, smörjer och renar arbetsområdet från avverkat material.[56] Traditionellt har dock användningen av skärvätska vid användning av hårdmetallskär varit mindre utbredd, då det snarare kunnat orsaka sprickbildning av skären då de har kunnat växla i temperatur för mycket. I moderna fräsmaskiner, med en helt inbyggd produktionsmiljö, har skärvätskorna dock blivit en förutsättning för att kunna hålla en jämnare temperatur och för att hålla området rent från spånor. Det är där vanligt med flera skärvätskemunstycken, som med förhållandevis stort flöde klarar att hålla temperaturen inom snävare områden än tidigare.
Valet av skärvätska varierar efter materialet, då en del material kräver god kylning i första hand och smörjning i andra och en del andra material snarast fordrar motsatsen.[56] Den vanligaste skärvätskan är dock en emulsion av vatten och olja, när tyngdpunkten ligger på kylning. När smörjningen är högre prioriterad, används istället rena skäroljor. Bra skärvätskor ska ha både goda kylande och smörjande egenskaper, samtidigt som de inte ska orsaka allergiska besvär, korrosion på ingående delar eller skada maskinfärger.[56]
Den kylande effekten, som skärvätskorna skapar, erhålls både genom att friktionen minskas i skärzonen och av att den uppkomna värmen leds bort tillsammans med vätskan, som sedan kan kylas i sin tur. Skärhastigheten och skärdjupet kan ökas väsentligt med användning av skärvätskor, vilket är den främsta anledningen att använda dem, förutom den indirekta besparingen genom minskat verktygsslitage och en kvalitetshöjning av fräsresultatet.
Moderna fräsmaskiner använder sig av skärvätska under högt tryck. Skärvätska som tillförs under högt tryck ger bättre kylning. Vid skärvätska med lågt tryck bildas annars lätt en ångzon vid verktyget vilket ger sämre resultat. Med skärvätska och högt tryck erfordras mindre volymer skärvätska och strålen kan riktas mot skärzonen, skärverktyget får längre livslängd, spånkontrollen blir bättre och verktygets produktivitet blir bättre.[35]
Skärvätskan kan anbringas på två sätt, på skärverktygets kontaktsida med spånet eller på skärverktygets släppsida, detta kan också användas i kombination. Skärvätskan kyler skärverktyget och skärvätska som tillförs under högt tryck på spånsidan kan inverka gynnsamt på spånbildningen och ge bra styrning och kontroll av den.[35]
Ett sätt att säkra att kylvätskan tillförs optimalt till den skärande zonen, är att använda fräsverktyg eller verktygshållare med invändig kylning. Till dessa verktyg krävs dock moderna fräsmaskiner som är förberedda för denna lösning, tillsammans med en kylningsutrustning som förmår att leverera ett tillräckligt flöde med kyld och renad skärvätska.[57][58]
Torr eller våt fräsning |

Fräsning i aluminium med användning av skärvätska.
För närvarande är torrfräsning av vissa material fullt möjligt när man använder hårdmetallverktyg, och det finns en tendens att använda sig av torr bearbetning, förutsatt att kvaliteten på verktyget tillåter detta. Oron för effektiviteten när det gällde användningen av kylvätska väcktes under 1990, då studier i företag som tillverkade komponenter för bilar i Tyskland konstaterade höga kostnader för kylvätska, särskilt när det gällde återvinning.
Men torr bearbetning är inte lämpligt för alla tillämpningar, för att kunna garantera bortförseln av spån vid borrning, gängning och arborrning, speciellt inte när fräsverktyg av snabbstål används. Det är inte heller lämpligt att torrfräsa i mjuka material som aluminium eller stål med låg kolhalt, eftersom det är troligt att fräsverktyget bakar ihop sig med det sönderdelade materialet, och bildar avsättningar som skapar felaktigheter i ytfinishen eller brott på skärverktyget. När det gäller bearbetning av material som är föga formbara och som tenderar att bilda korta spån som gjutjärn, är skärvätska fördelaktigt som rengöringsmedel, och för att undvika bildandet av giftiga aerosolmoln. Vid fräsning av nötande material som rostfritt stål är skärvätska nödvändigt.
Vid torrfräsning måste maskinen vara förberedd så att den på ett smidigt sätt kan absorbera den värme som produceras vid fräsningen. För att undvika överhettning av spindel, verktyg och andra delar, brukar man vanligen ordna med intern kylning med hjälp av olja eller luft.
Förutom undantagsvis, har torrfräsning fått spridning och gjort att företagen har ifrågasatt användning av skärvätskeemulsioner annat än i nödvändiga verksamheter och med begränsat volymflöde. Det är nödvändigt att noggrant utvärdera de åtgärder, material, verktyg, och krav som ställs på maskiner och kvalitet för att identifiera fördelarna med att eliminera tillförseln av kylvätska.[59]
Fräsning med hög hastighet |
Termen avser den snabba bearbetning som sker i moderna CNC-maskiner som är utrustade med kraftfulla och robusta fräshuvuden som gör att de kan rotera flera tusen varv per minut upp till 30 000 varv/min, och med höga matningshastigheter när det gäller bearbetning av mjuka material och med mycket spånbildning, så som det brukas vid formfräsning och vid fräsning av stora komponenter inom flygindustrin. Metaller och legeringar för enkla tillverkningar är de som är bäst lämpade för snabb bearbetning.[60] Vid höga hastigheter är en noggrann balansering och stabil fastsättning av de roterande verktygen nödvändig för ett gott resultat. Det finns även speciella krympchuckar som är avsedda att värmas upp med induktion, för att sedan krympa och stabilt hålla fast ett fräsverktyg, utan andra typer av fasthållande förband.[61][62]
Vanliga problem |
Under fräsningen kan en serie problem uppträda som försvårar fräsningsarbetet och försämrar kvaliteten. De vanligaste problemen anges i följande tabell.
| Vanliga problem | Möjliga orsaker | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Skärhastighet | Matningshastighet | Skärdjup | Typ av fräsverktyg | ||||||||
| Hög | Låg | Hög | Låg | Hög | Låg | Låg hårdhet | Liten hållbarhet | Stor radie på skärspetsen | Skärvinkel liten eller negativ | ||
| Förändringar i skäreggen | Förslitningar i verktygets skäryta | X | X | ||||||||
| Hack i eggen | X | X | |||||||||
| Kraterbildning eller plastisk deformation | X | X | X | X | |||||||
| Skärhållaren ("löseggsbildning") | X | X | |||||||||
| Små flisbildningar | X | X | X | ||||||||
| Brott på tänderna | X | X | X | ||||||||
| Långa spån | X | X | X | ||||||||
| Vibrationer | X | X | X | X | X | ||||||
Stora vibrationer kan dessutom vara orsakade av dålig fastspänning eller att materialet blir deformerat vid skärtändernas ingrepp. Dessutom ger motfräsning mer vibrationer än medfräsning. Sådana vibrationer påverkar måttoleranserna och ger skrovlighet. En "harmoni" mellan verktyget och skärrörelserna tillsammans med materialet och maskinen är därför viktig för att ge bästa resultat. Andra orsaker till sämre ytjämnhet i maskinbearbetade ytor är förändringar i skäreggarna, brist på underhåll av maskiner eller olämplig användning av verktygen.
Fräsmetoder |
Med den växande användningen av numeriskt styrda fräsmaskiner har också typen av fräsningsoperationer som kan göras ökat och fräsning har blivit en mångsidig metod för bearbetning. Nya verktygstyper har också bidragit till utvecklingen, vilken har öppnat nya möjligheter för fräsmaskiner, förutom en kraftigt ökad produktivitet och kvalitet med snävare toleranser.
Fräsning består av en skärande bearbetning av material, vilket bearbetas med roterande verktyg med upp till flera rader av skärande tänder eller av vändskär i hårdmetall. Genom programmerade rörelser av fräsbordet, som kan föras i tre axlar, flyttas det fixerade arbetsstycket mot fräsverktyget.
Fräsverktyget karakteriseras av dess form och diameter, antalet tänder, avståndet mellan tänderna (avståndet mellan två konsekutiva tänder) samt vilket system som används för att hålla fast fräsverktyget i maskinen.
Med universalfräsar eller de numeriskt styrda fräsmaskinerna kan man göra följande arbetsoperationer:[6]
Ansatsfräsning. Ansatsfräsning är en variant av planfräsningen som består i att genom bearbetningen åstadkomma vinkelräta plan. Detta görs med hjälp av kvadratiska eller rombiska skär som är placerade i skärverktyget på lämpligt sätt.
Arborrning, dessa moment utförs vanligtvis i numeriskt styrda fräsmaskiner som är försedda med ett lager av verktyg vilka används för önskat behov. Arborrning kallas även för urborrning.
Borrning. Borrning kan utföras med olika typer av borrande verktyg, där antingen materialet förflyttas eller att frässpindeln förflyttas i axiell riktning.
Brotschning Upprymning och brotschning är finbearbetning av tidigare borrade hål till önskad storlek och ytjämnhet. Verktygen finns både som snabbståls-alternativ och i hårdmetall-varianter, som förmår att nå höga krav på ytjämnhet och diametertolerans.
Cylindrisk försänkning. Här används fräsverktyg med styrskaft, vilka kan skära såväl vinkelrätt mot axeln som parallellt med den.
Gängfräsning. Gängfräsning/spiralfräsning kräver en maskin som kan fräsa i två samtidiga axlar: rotation av arbetsstycket runt sin axel och förskjutning av pjäsen i riktning längs axeln. Profilen på skärverktyget måste vara anpassad till den gänga man vill framställa. Spiralfräsning kan också användas för utvidgning av ett hål.
Hålrumsfräsning. I denna typ av operation rekommenderas att först borra och sedan med lämpligt fräsverktyg utföra bearbetningen av kaviteten, med beaktande av att radien i kaviteten måste vara minst 15% större än fräsverktygets radie.
Jiggfräsning. En vanlig typ av fräsning där bearbetningen sker efter mall och med fräsar för kopiering eller med CNC-fräsar.
Planfräsning. Den vanligaste tillämpningen är planfräsning, som syftar till att uppnå plana ytor. För planfräsning använder man vanligen planfräsar med utbytbara hårdmetallskär. Det finns en stor variation fräsverktyg med olika diametrar och olika antal skär som monteras på fräsverktyget. Tillverkare av skär rekommenderar som första alternativ användningen av runda skär eller som alternativ skär med en vinkel av 45 grader.
Profilfräsning. Fräsverktyg används som är valda efter falsens form, exempelvis: T-spår eller laxspår.[63]
Kapning. En av de första bearbetningar som ska utföras är ofta att kapa bitar i längder från standardiserade längdvaror och profiler. För industriell kapning används bandsåg eller fräsverktyg. Skärstålen som används kan vara snabbstål eller hårdmetall. De är vanligtvis mycket tunna (ca 3 mm men det kan variera), med stor diameter och fin tandning. För kapningen används relativt tunna slitsfräsar (0,5 till 6 mm) upp till 300 mm i diameter och med urskålade sidor för att undvika friktioner med pjäsen.
Kopierfräsning. För kopierfräsning används fräsverktyg med runda vändskär för att kunna utföra komplicerade profiler. Det finns två sorters fräsverktyg för kopiering: halvklotsformad profil och torusformad profil.
Kuggfräsning. Fräsning av kuggar är möjligt att göra i universalfräsar med delningsdocka, men mindre lämpligt. Dessa arbeten görs företrädesvis i särskilda kugghjulsfräsar med specialtillverkade fräsverktyg.
Rak spårning. För fräsning av raka spår använder man i allmänhet cylindriska fräsar med samma bredd som spåret. Är det fråga om flera parallella spår, kan flera fräsar monteras på fräsbommen vid horisontell fräsning för att öka produktiviteten. Flera ihopkopplade fräsverktyg kallas för fräståg eller sammansatta fräsar. De cylindriska fräsarna kännetecknas av tre skärande sidor, ändplanet och de två sidorna. I de flesta tillämpningar använder man snabbstålsfräsar. Hårdmetallfräsarna är dyra och användas bara i stora produktioner.
Riktfräsning. Riktfräsning är en variant av planfräsning som består av att lämna vinkelräta sidor på arbetsstycket. Riktfräsning är vanligt i vertikala eller horisontella fräsmaskiner och används för att förbereda arbetsstycken av metall eller annat material som till exempel marmor eller granit i dimensioner lämpliga för efterföljande bearbetning. Även denna typ av fräsning görs med utbytbara vändskär.
Spårstickning. Vid hyvling av exempelvis invändiga kilspår kan en stickapparat kopplas till fräshuvudet som omvandlar den roterande rörelsen till en fram- och återgående rörelse.
Svarvfräsning. Vid denna typ av bearbetning används numeriskt styrda fräsmaskiner. Arbetet kombinerar rotation av arbetsstycket och fräsningsverktyg för att kunna få en kurvyta. Denna yta kan vara koncentrisk runt arbetsstyckets rotationsaxel. Om skärverktygen flyttas upp eller ner i samband med arbetsstyckets rotation kan excentriska geometrier erhållas, till exempel en kamaxel eller vev. Med axiell förskjutning är det möjligt att nå önskad längd.
Ändplansfräsning. Består av ett spiralskuret fräshuvud som arbetar med ändplanet. I numeriskt styrda fräsmaskiner används alltmer fräsverktyg med integrerade skär av hårdmetall som tillåter arbete med mycket hög hastighet.[6]
Referenser |
- Den här artikeln är helt eller delvis baserad på material från engelskspråkiga Wikipedia
- Den här artikeln är helt eller delvis baserad på material från spanskspråkiga Wikipedia, Fresadora, 8 mars 2009.
Noter |
^ ”fastsättning”. Virtual Machine Shop. Arkiverad från originalet den 27 september 2008. https://web.archive.org/web/20080927190101/http://www.jjjtrain.com/vms/mill_table_clamp/mill_table_clamp_01.html.
- ^ [a b] Fräsning, sid 119-120
^ ”Exempel på direkt fastspänning”. Virtual Machine Shop. Arkiverad från originalet den 27 september 2008. https://web.archive.org/web/20080927190118/http://www.jjjtrain.com/vms/mill_table_clamp/mill_table_clamp_03.html.
^ ”Fastspänning med spännvinkel”. Virtual Machine Shop. Arkiverad från originalet den 27 september 2008. https://web.archive.org/web/20080927190124/http://www.jjjtrain.com/vms/mill_table_clamp/mill_table_clamp_04.html.
^ ”Fräsning kontra svarvning”. Virtual Machine Shop. Arkiverad från originalet den 12 november 2009. https://web.archive.org/web/20091112093316/http://jjjtrain.com/vms/mill_machine/mill_machine_01.html.
- ^ [a b c] Brotons Sánchez, J. C. (2007), Procesos de fabricación. Fresado, Ingeniería de Sistemas y Automática, Universitas Miguel Hernández de Elche. [19-4-2008]
- ^ [a b c d e f g h] Hallendorff (1967)
- ^ [a b c d e f g] Historia de la Fresadora Museo máquina-herramienta de Elgóibar. España [22-4-2008]
^ Bridgeport Arkiverad 3 januari 2009 hämtat från the Wayback Machine., från Virtual Machine Shop
- ^ [a b] Types of Milling Machines Arkiverad 26 februari 2009 hämtat från the Wayback Machine., från Manufacturing Education, MTU
^ I några andra språk, till exempel spanskan, används dock ord som motsvarar "fräs" även för detta verktyg.
^ Mångsidighet kontra stabilitet Arkiverad 27 augusti 2008 hämtat från the Wayback Machine., från Virtual Machine Shop
^ Bed type Machines Arkiverad 26 februari 2009 hämtat från the Wayback Machine., från Manufacturing Education, MTU
^ Trä-fräsmaskin, från Nordisk familjebok
^ Äldre kuggfräsmaskin, från Nordisk familjebok
^ CAD/CAM Systems Arkiverad 4 december 2008 hämtat från the Wayback Machine., från Virtual Machine Shop
^ CNC Control Arkiverad 9 juli 2009 hämtat från the Wayback Machine. från Virtual Machine Shop
- ^ [a b] Fräsning, sid 121
^ Olika typer av spännjärn Arkiverad 27 september 2008 hämtat från the Wayback Machine., från Virtual Machine Shop
^ Direkt fastspänning Arkiverad 27 september 2008 hämtat från the Wayback Machine., från Virtual Machine Shop
^ Indikatorklockan vid uppriktning Arkiverad 27 augusti 2008 hämtat från the Wayback Machine., från Virtual Machine Shop
^ Centreringsverktygets användning Arkiverad 27 augusti 2008 hämtat från the Wayback Machine., från Virtual Machine Shop
^ 3-axlars bordförflyttning Arkiverad 27 september 2008 hämtat från the Wayback Machine., från Virtual Machine Shop
- ^ [a b] Fräsning, sid 92
^ Dödgång i gängor Arkiverad 30 juli 2009 hämtat från the Wayback Machine., från Virtual Machine Shop
^ Uppspänningteknik Arkiverad 27 september 2008 hämtat från the Wayback Machine., från Virtual Machine Shop
^ Exempel på maskinskruvstycken, från Schuchardt Maskin AB
^ Hållande verktyg Arkiverad 22 augusti 2010 hämtat från the Wayback Machine., från Plantins
^ Fräsning, sid 117
^ Beskrivningssida av rundmatningsbord med videoklipp Arkiverad 28 december 2008 hämtat från the Wayback Machine., från Virtual Machine Shop
^ Centrering av ett rundmatningsbord, från figNoggle.com
^ Verkstadshandboken, sid 20
^ Fräsning, sid 113–114
- ^ [a b c d] Jarfors m fl (2000), sid 370–377
- ^ [a b c] Karlebo handbok (2000)
^ CNC Tool Holders Arkiverad 28 december 2008 hämtat från the Wayback Machine., från Virtual Machine Shop
- ^ [a b] Fräsning, sid 147-151
^ R8:s System Arkiverad 28 december 2008 hämtat från the Wayback Machine., från Virtual Machine Shop
^ Arborrningsteknik Arkiverad 16 september 2008 hämtat från the Wayback Machine., från Virtual Machine Shop
^ Val av skärvertyg vid arborrning Arkiverad 27 september 2008 hämtat från the Wayback Machine., från Virtual Machine Shop
^ Arborrteknik vid sneda borrhål Arkiverad 18 april 2009 hämtat från the Wayback Machine., från Virtual Machine Shop
^ Konisk bieffekt Arkiverad 27 september 2008 hämtat från the Wayback Machine., från Virtual Machine Shop
^ Olika material i solida verktyg Arkiverad 3 mars 2009 hämtat från the Wayback Machine., från Virtual Machine Shop
^ Olika vinkelinställningar på en tornfräs Arkiverad 6 mars 2009 hämtat från the Wayback Machine., från Virtual Machine Shop
^ Om olika material Arkiverad 15 oktober 2009 hämtat från the Wayback Machine., från ”Arkiverade kopian”. Arkiverad från originalet den 15 oktober 2009. https://web.archive.org/web/20091015001831/http://hem.passagen.se/kjellihbg/material.htm. Läst 6 november 2013.
^ Fräsning, sid 161
^ Pdf-exempel på skärdata, från www.uddeholm.se
^ Fräsning, sid 91
- ^ [a b] Fräsning, sid 162
^ Fräsning, sid 163
- ^ [a b] Fräsning, sid 160
^ Skärande bearbetning, sid 19[död länk], från Örebro Universitet
- ^ [a b] Verkstadshandboken (2008), sid 15
^ Up and down milling Arkiverad 7 januari 2009 hämtat från the Wayback Machine., från Manufacturing Education, MTU
^ Verkstadshandboken (2008)
- ^ [a b c] Fräsning, sid 177
^ Fräsverktyg med invändig kylning Arkiverad 28 december 2008 hämtat från the Wayback Machine., från Virtual Machine Shop
^ Invändig skärvätsketillförsel, animerad video från Sandvik Coromant
^ Castro, Guillermo (2003), Técnicas Modernas de Mecanizado, Facultad de ingeniería, Universidad de Buenos Aires, Argentina, 16 mars 2009 (spanska)
^ Ferran Puig y Marta Torres (2003) Mecanizado de alta velocidad, en metalunivers.com 16 mars 2009 (spanska)
^ Krympchuck[död länk], från Sandvik Coromant
^ Shrink-fit tool holders Arkiverad 28 december 2008 hämtat från the Wayback Machine., från Virtual Machine Shop
^ Applikationer med "laxspår", från Wikimedia Commons
Webbkällor |
- Sandvik Coromant
Types of Milling Machines, från Michigan Technological University (MTU)- Virtual Machine Shop
Skärande bearbetning, skärkrafter, effekt, Pdf från Örebro universitet
Tryckta källor |
Hounshell, David A. (1984). From the American system to mass production, 1800-1932: The development of manufacturing technology in the United States. Johns Hopkins University Press. ISBN 978-0-8018-2975-8
Noble, David F (1984). Forces of production: a social history of industrial automation. Knopf. ISBN 978-0-394-51262-4
Roe, Joseph Wickham (1916). English and American Tool Builders. Lecture notes in mathematics 1358. Yale University Press. ISBN 978-0-917914-73-7
Rolt, L.T.C. (1965). A Short History of Machine Tools. Lecture notes in mathematics 1358. MIT Press
Woodbury, Robert S. (1972). History of the Milling Machine. In Studies in the History of Machine Tools. MIT Press. ISBN 978-0-262-73033-4
Fräsning (1970), från Sveriges Verkstadsförening, läromedel sammanställd för yrkesundervisning av Verkstädernas Förlag AB, Stockholm
Jarfors, Anders; Torgny Carlsson, Cornel-Mihai Nicolescu, Bengt Rundqvist, Hans Keife, Anders Eliasson (2000). Tillverkningsteknologi. Lund: Studentlitteratur. sid. 370–377. ISBN 91-44-01408-2
Eva Bonde-Wiiburg (red.), red (2000). Karlebo handbok (15). Stockholm: Liber förlag. sid. 508–529. ISBN 91-47-01558-6
Eriksson, Nils-Olof; Bo Karlsson (2008). Verkstadshandboken (13). Stockholm: Liber förlag. sid. 5–22. ISBN 91-47-01837-2
Hallendorff, Herman (1967). Slagsten och automat. Bilder från verktygsmaskinens utveckling. Stockholm: Maskinaktiebolaget Karlebo. sid. 146–164
Externa länkar |
 Wikimedia Commons har media som rör Fräsmaskin.Bilder & media
Wikimedia Commons har media som rör Fräsmaskin.Bilder & media
Gränsen mellan svarv och fräs blir suddig med CNC, video från Youtube
CNC-fräsning av en V8-motor, video från Youtube- Virtual Machine Shop
- CNC skapar kvinnoansikte
.mw-parser-output table.navbox{border:#aaa 1px solid;width:100%;margin:auto;clear:both;font-size:88%;text-align:center;padding:1px}.mw-parser-output table.navbox+table.navbox{margin-top:-1px}.mw-parser-output .navbox-title,.mw-parser-output .navbox-abovebelow,.mw-parser-output table.navbox th{text-align:center;padding-left:1em;padding-right:1em}.mw-parser-output .navbox-thlinkcolor .navbox-title a{color:inherit}.mw-parser-output .nowraplinks a,.mw-parser-output .nowraplinks .selflink{white-space:nowrap}.mw-parser-output .navbox-group{white-space:nowrap;text-align:right;font-weight:bold;padding-left:1em;padding-right:1em}.mw-parser-output .navbox,.mw-parser-output .navbox-subgroup{background:#fdfdfd}.mw-parser-output .navbox-list{border-color:#fdfdfd}.mw-parser-output .navbox-title,.mw-parser-output table.navbox th{background:#b0c4de}.mw-parser-output .navbox-abovebelow,.mw-parser-output .navbox-group,.mw-parser-output .navbox-subgroup .navbox-title{background:#d0e0f5}.mw-parser-output .navbox-subgroup .navbox-group,.mw-parser-output .navbox-subgroup .navbox-abovebelow{background:#deeafa}.mw-parser-output .navbox-even{background:#f7f7f7}.mw-parser-output .navbox-odd{background:transparent}
| ||||||||||||||||||||||||||||||||||||||


